PA66 и PA6 (разные)
PA является одним из общих инженерных пластмасс, а PA6 и PA66 являются общими нейлоновыми материалами. Две структуры похожи, и есть много общего.
Так в чем же разница между ними?
структура
Если вы хотите проанализировать, в чем разница между ними, вы должны начать с их структуры. Все знают, что PA6 агрегируется сосками сосков, а нейлоновый PA66 получают полимером осложнений хекексамина и адениновой кислоты. PA6 имеет ту же молекулярную формулу, что и PA66, но структура отличается.


Это именно потому, что различия приводят к различным свойствам, таким как различные силы водородной связи.
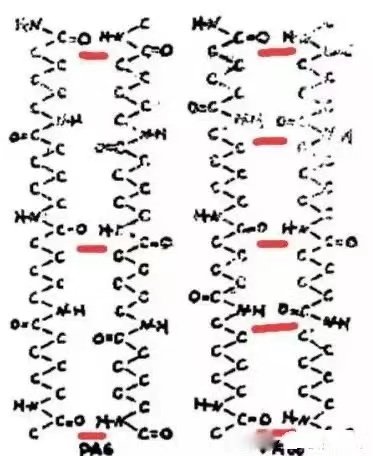
Количество водородных связей на рисунке PA6 и PA66
Количество водородных связей в PA66 составляет более чем PA6, а между молекулами PA66 сильнее молекулярной силы PA6, поэтому PA66 лучше, чем PA6 в природе тепловой науки (поэтому температура обработки выше), жесткость PA66 лучше, чем PA6, а выносливость PA6 жесткая. Лучше, чем PA66, скорость поглощения воды PA6 быстрее, чем PA66, а различия между PA6 и PA66 в основном вызваны вышеуказанными факторами водородной связи.
производительность
Точка плавления PA66 составляет 260 ~ 265 ° C, а температура стекла (сухое состояние) составляет 50 ° C. Плотность составляет 1,13 ~ 1,16 грамма/кубический сантиметр.
PA6 -bit translucent or opaque milky white crystalline polymer particles, melting point 220 ° C, the thermal decomposition temperature is greater than 310 ° C, the relative density is 1.14, the water absorption rate (24 hours in 23 ° C water) 1.8%, it has excellent abrasion resistance and self -lubricating lubrication High mechanical strength, high heat resistance, good insulation performance, excellent low temperature performance, good self -Исключительная химическая устойчивость, особенно отличная нефтяная стойкость.
По сравнению с PA66, PA6 легко формировать, продукт имеет хороший поверхностный блеск, диапазон температуры широкий, но скорость поглощения воды высока, а стабильность размера плохая. Небольшая жесткость, низкая температура плавления, может использоваться в течение длительного времени в суровых условиях, все еще может поддерживать достаточное напряжение в более широком диапазоне температуры и непрерывно использовать температуру 105 ° C.
В целом производительность PA66 и PA6 заключается в следующем:
Механические характеристики: PA66> PA6
Hiramne Performance: PA66> PA6
Цена: PA66> PA6
Следующая точка: PA66> PA6
Водопоглощение: PA66
Высокое сопротивление: PA66
Конкретное время: PA66
Производительность обработки модели: PA66
Условия процесса
Сушка
PA6 легко поглощать влагу, поэтому сушка перед обработкой должна уделять особое внимание. Если материал поставляется в упаковку водонепроницаемыми материалами, контейнер должен быть закрыт. Если влажность превышает 0,2%, рекомендуется высушить в горячем и сухом воздухе выше 80 ° C в течение 3-4 часов. Если материал был выставлен в воздухе в течение более 8 часов, рекомендуется выполнить вакуумную сушку при 105 ° C и более 1-2 часов. Используйте сушилку осушителя.
Если PA66 запечатан перед обработкой, нет необходимости высохнуть. Если контейнер для хранения открывается, рекомендуется сушить в сухом воздухе при 85 ° C, если влажность превышает 0,2%, 105 ° C, 1 ~ 2 часа вакуумной сушки. *** Используйте сушилку осушителя. Для температуры литья: 260 ~ 310 ° C, усиленный сорт составляет 280 ~ 320 ° C.
Температура формы
PA6: 80 ~ 90 ℃. Температура формы значительно влияет на кристалличность, а кристалличность влияет на механические характеристики пластиковых деталей.
Для тонких стен также рекомендуется длинный процесс пластиковых деталей для применения более высокой температуры пресс -формы. Повышение температуры плесени может увеличить прочность и жесткость пластиковых деталей, но снизить вязкость. Если толщина стенки превышает 3 мм, рекомендуется использовать низкотемпературную форму 20 ~ 40 ° С для температуры плесени стеклянного армирования должна быть выше 80 ° С.
PA66: Рекомендуется 80 ° C. Температура формы будет влиять на кристалличность, а кристалличность повлияет на физические характеристики продукта.
Для тонкостенных пластиковых деталей, если используется температура формы ниже 40 ° C, кристалличность пластиковых деталей со временем изменяется. Чтобы поддерживать геометрическую стабильность пластиковых деталей, необходимо отжиг.
Температура плавления
PA6: 230 ~ 280 ° C, улучшенный сорт составляет 250 ~ 280 ° C.
PA66: 260 ~ 290 ℃. Продукт стеклянной добавки составляет 275 ~ 280 ° С. Температура плавления должна избегать более 300 ° С.
Инъекция
Как правило, от 750 до 1250 баров (в зависимости от проектирования материалов и продукта).
Скорость впрыска
Все они с высокой скоростью (слегка снижаются для улучшенных материалов).
Взлетно -посадочная полоса и рот
Поскольку время затвердевания PA6 и PA66 очень короткое, расположение порта очень важно. Не составлять менее 0,5*т (здесь t - толщина пластиковых деталей). Если используется тепловой поток, размер рта должен быть меньше, чем использование обычных каналов потока, потому что тепловая взлетно -посадочная полоса может помочь предотвратить преждевременное заморожение материалов. Если вы используете погруженный порт, небольшой диаметр заливающего рта должен быть 0,75 мм.
Приложение
Инженерный пластик PA6 обладает высокой устойчивостью к прочности натяжения, хорошей устойчивости к воздействию, превосходной устойчивостью к истиранию, химической стойкостью и более низкими коэффициентами трения. Это делает его лучшей всеобъемлющей производительностью, в основном используемой в автомобильной промышленности и электронных приборах.


Комплексная производительность PA66 обладает преимуществами хорошей всеобъемлющей производительности, высокой прочности, хорошей жесткости, воздействия, устойчивости к маслам и химических веществам, устойчивости к истиранию и самооценки, особенно твердости, жесткости, теплостойкости и перистальтической производительности. Поскольку PA66 выше, чем PA6, он больше используется для производства промышленного шелка, таких как линии занавеса.























